
No products in the cart.











All rights of this website are reserved for EXTRUTEX Austria and its partner companies, © 2025
Laboratory Equipements
Injection, Blow, Roto Molding Machines
Window & Door Assembling Machines
Raw Materials & Additives
")

Laboratory Equipements
Injection, Blow, Roto Molding Machines
Window & Door Assembling Machines
Raw Materials & Additives


Multiple Payment Methods

Discount for advance payments over 50%

Free Shipping Coordination Services
Payment methods:

Polyethylene & Polypropylene Pipe Dies and Die Heads
(PE – PP – PPR – PEX)
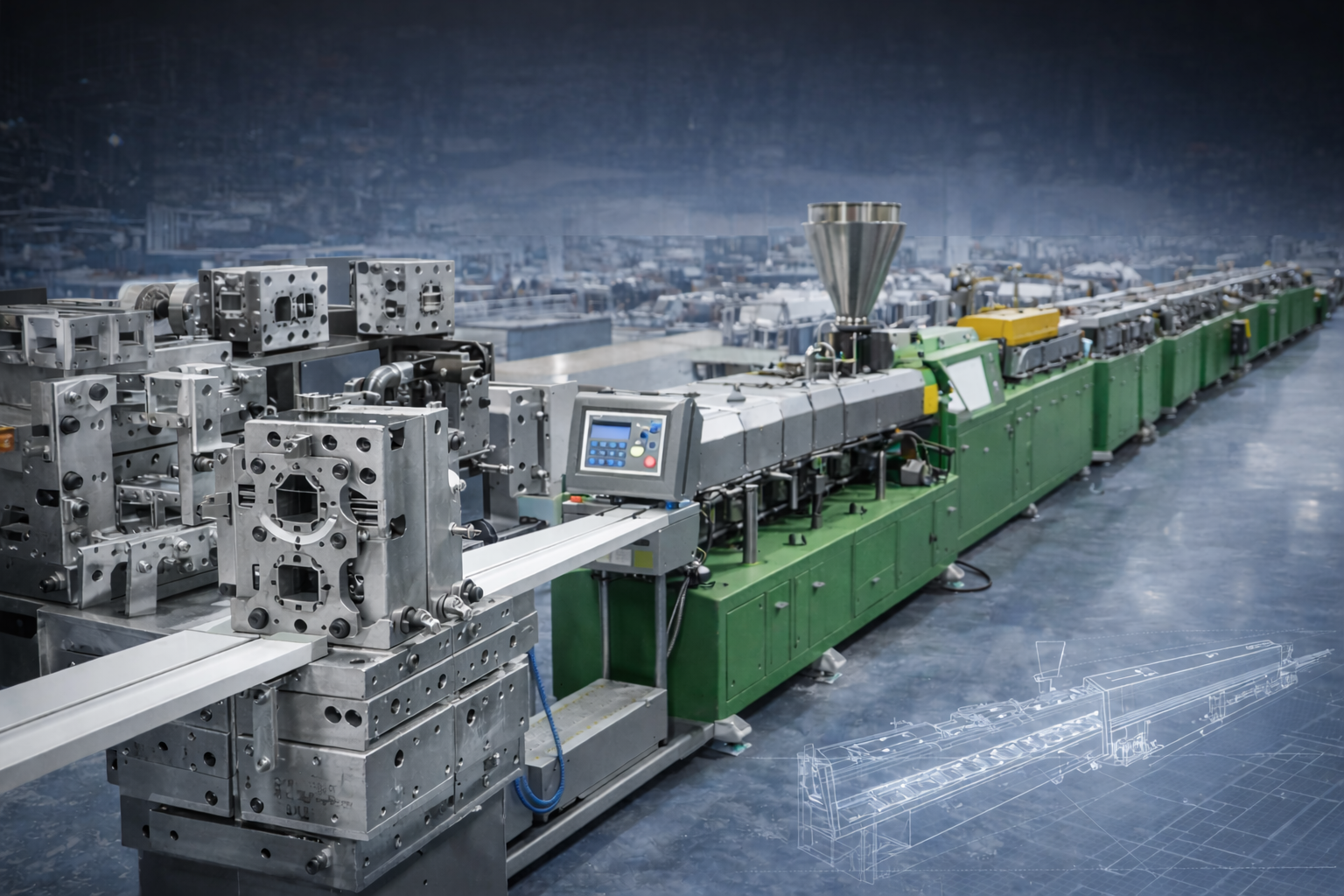
Dies and die heads used for the extrusion of polyolefin pipes—including polyethylene (HDPE, LDPE, MDPE), polypropylene (PP), green pipes (PP-R), and PEX—are the beating heart of any polymer pipe production line. Their design is not a cosmetic choice; it is destiny. Precision in this section of the line directly governs melt homogeneity, surface finish, wall-thickness uniformity, final outer diameter, and even the mechanical and thermal performance of the finished pipe.
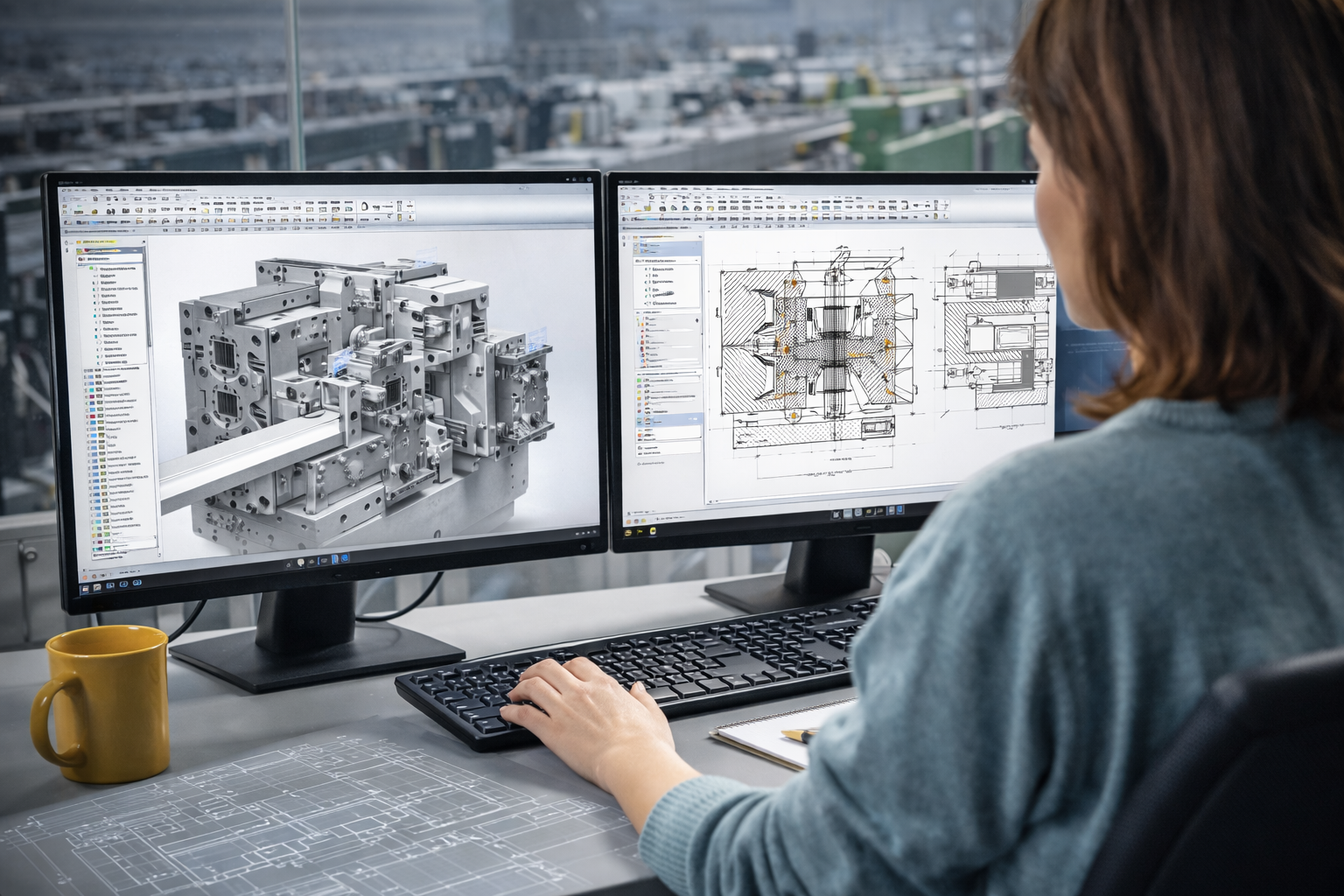
The die heads developed by our company are engineered using advanced design principles and CFD (Computational Fluid Dynamics) analysis. The melt flow path is optimized in three distinct stages, allowing the polymer to move calmly, evenly, and without internal conflict. The result is a pipe that behaves as it should—strong, smooth, and dimensionally stable.
This intelligent flow optimization delivers:
Uniform, stress-free melt distribution
High output at relatively low operating pressure
Exceptionally smooth internal surfaces, free of spiral lines or waviness
Dimensional stability in both thin-wall and thick-wall pipes
Improved resistance to impact and stress-induced cracking
In our POT-type dies, the molten polymer travels through three carefully engineered zones:
1. Primary Centering
The melt is initially divided and homogenized, ensuring early balance and symmetry in flow.
2. Distribution & Stabilization
Here, the flow is equalized and internal pressure is stabilized. Temperature and velocity gradients are minimized, preventing future defects before they are born.
3. Final Exit & Shaping
The melt enters the calibrator and takes its final form. The specially designed die tip reduces friction, eliminates vortices, and dramatically improves the internal surface quality of the pipe.
| Feature | Benefit for the Manufacturer |
|---|---|
| Uniform temperature distribution | Prevents polymer degradation and burning |
| High output at low pressure | Reduces energy consumption, increases productivity |
| Minimized hot spots | Extends die service life |
| Quick assembly & disassembly | Shorter downtime, faster maintenance |
| Compatibility with various extruders | Greater flexibility in multi-purpose lines |
| No leakage or weld lines | Superior mechanical integrity of pipes |
Our die heads are designed and precisely calibrated for the following materials:
HDPE – Water supply, sewage, and gas pipes (up to 20 bar)
LDPE / MDPE – Irrigation pipes, cable protection, flexible tubing
PP-R – Green pipes for hot and cold domestic water systems (up to 90 °C)
PEX – Cross-linked pipes for underfloor heating and building installations
| Material | Pipe Size (mm) | Die Type | Recommended Extruder Output (kg/h) | Typical Working Pressure (bar) |
|---|---|---|---|---|
| HDPE | 16 – 63 | Single-layer | 150 – 300 | 6 – 10 |
| HDPE | 75 – 250 | Spiral type | 300 – 600 | 8 – 12 |
| HDPE | 280 – 630 | Multi-flow | 500 – 1000 | 10 – 16 |
| PP-R | 20 – 63 | Compact head | 100 – 250 | 6 – 10 |
| PEX | 16 – 32 | Cross-link die | 80 – 150 | 6 – 8 |
| LDPE | 16 – 63 | Mini-die | 50 – 150 | 4 – 6 |
| PP | 20 – 160 | General die | 200 – 400 | 6 – 8 |
Thanks to the refined POT die design, pipes produced across all diameters exhibit perfectly smooth inner and outer surfaces. Wall thickness is controlled with high precision; even thin-wall pipes maintain excellent concentricity and uniformity without weak zones.
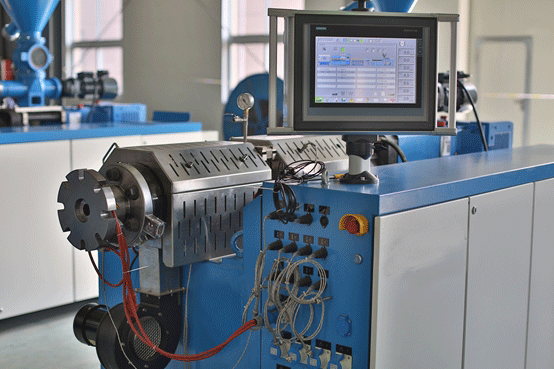
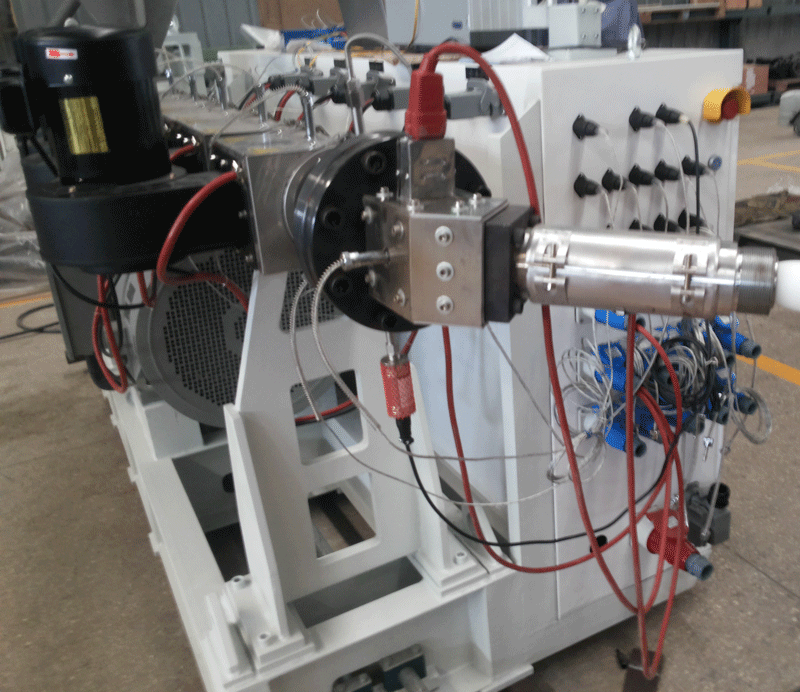
Critical die zones and die tips are equipped with precisely placed thermocouples and micro-controlled heating elements. This ensures thermal stability, consistent melt behavior, and a steady, repeatable output—hour after hour, shift after shift.
Melt flow rate (MFR / MFI) of the polymer
Compatibility with single-screw or twin-screw extruders
Use of multilayer dies for UV protection, antibacterial layers, or marking stripes
Selection of wear-resistant steel for abrasive or chemically aggressive compounds (PEX, additive-rich PP)
Proper exit angle and optimized number of radial flow channels
Our die heads are fully custom-engineered and tailored to each customer’s production needs. Available options include:
Specialized designs for three-layer pipes (e.g., UV + PE + antioxidant layers)
Side or direct inlets for auxiliary materials
Integrated water or oil cooling channels
Die heads equipped with automatic rotating motors for precise exit angle adjustment
In short: the melt flows calmly, the die works quietly, and the pipe leaves the line exactly as intended—clean, strong, and ready for a long working life.
In today’s world, modern piping systems demand technologies that deliver not only high performance, but also cost efficiency, long service life, low maintenance, and ease of installation. Among the most successful innovations in modern plumbing and piping is the PEX pipe (Cross-Linked Polyethylene).
Thanks to their outstanding mechanical strength, exceptional flexibility, long lifespan, and excellent resistance to corrosion and high temperatures, PEX pipes have secured a leading position in water supply systems, underfloor heating, and building installations worldwide.
From residential buildings to industrial facilities, PEX has become a material of choice where reliability and durability are non-negotiable.
PEX pipes are manufactured from cross-linked polyethylene, where polyethylene molecular chains are chemically bonded together to form a stable three-dimensional network. This cross-linked structure significantly enhances resistance to:
Thermal stress
Internal pressure
Chemical attack
Slow crack growth and long-term fatigue
There are three established technologies for cross-linking polyethylene:
PEX-a – Peroxide method
PEX-b – Silane method
PEX-c – Electron beam irradiation
All three types offer reliable performance; however, PEX-a is widely recognized for superior flexibility, uniform cross-linking, and overall material quality, making it the premium option for demanding applications.
Underfloor heating systems
Domestic hot and cold water distribution
High-temperature industrial piping
Residential and commercial building installations
High temperature resistance up to 95 °C (short-term up to 110 °C)
Excellent flexibility, ideal for complex and confined installations
Resistant to corrosion, scaling, and chemical degradation
Long service life of 50 years or more
Faster installation with significantly fewer fittings and joints
Producing high-quality PEX pipes requires an extrusion system capable of precise temperature control, uniform melt distribution, stable pressure, and efficient cross-linking integration. Since the extrusion process depends heavily on the selected cross-linking method, production lines must be flexible enough to handle different material behaviors and processing conditions.
Single-screw extruder with accurate thermal control and stable melt pressure
Die head with symmetrical flow design for uniform wall thickness
High-performance cooling systems (vacuum and spray tanks)
Precision haul-off units for accurate diameter and thickness control
Vibration-free cutting systems for clean, burr-free pipe ends
As a trusted name in extrusion technology across Europe and Asia, EXTRUTEX offers advanced, reliable, and production-ready solutions for PEX pipe manufacturing. Key recommendations include:
Suitable for PEX-a, PEX-b, and PEX-c production
Highly accurate temperature zone control to prevent polymer degradation
Production capacity up to 350 kg/h
Uniform melt flow distribution
Supports single-layer and multi-layer pipe structures
No internal spiral marks or flow lines
Dual-chamber configuration for enhanced cooling control
Optimized design to minimize pipe deformation
Wear-resistant chain system
Inverter-controlled speed for consistent pipe dimensions
Clean, precise cutting without dust or powder
Ideal for direct coupling and fitting installation
Stainless steel construction
Pneumatic and fully automated control
With their outstanding technical properties, PEX pipes are one of the most reliable and future-proof solutions for modern piping systems. To fully unlock their potential, manufacturers must rely on extrusion machinery that delivers precision, stability, and long-term operational reliability.
EXTRUTEX, backed by deep engineering expertise and proven industrial experience, provides extrusion solutions that not only meet production demands but also guarantee consistent product quality and long-term performance.
From melt to meter, EXTRUTEX ensures every PEX pipe leaving the line is ready for decades of service.
Comprehensive Review of Polypropylene (PP) Pipes and EXTRUTEX Recommended Solutions
Polypropylene (PP) pipes have earned a strong position in water supply, drainage, HVAC, and chemical processing systems thanks to their balanced blend of technical performance, economic efficiency, and environmental sustainability. Lightweight yet durable, chemically resistant yet easy to install, PP pipes are especially valued in regions where corrosion resistance and long service life are critical.
As production technology advances, modern extrusion systems have become essential for manufacturing high-quality PP pipes. In this article, we take a deep dive into the structure, properties, applications, advantages, and finally present EXTRUTEX’s technical recommendations for a reliable and efficient PP pipe production line—fully aligned with Google and Yoast SEO best practices.
Polypropylene is a thermoplastic polymer produced by the polymerization of propylene gas. It is known for its excellent chemical resistance, thermal stability, recyclability, and strong mechanical performance.
PP-H (Homopolymer):
Ideal for industrial applications requiring high temperature and chemical resistance
PP-R (Random Copolymer):
Widely used for domestic hot and cold water systems (commonly known as green pipes)
PP-B (Block Copolymer):
Suitable for low-pressure drainage and sewer systems
Each type is selected based on operating temperature, pressure requirements, and application environment.
High chemical resistance – suitable for acids, alkalis, and saline solutions
Thermal resistance up to 95 °C under continuous operation
Lightweight construction – easy handling and fast installation
Low surface roughness – reduced pressure loss and improved flow efficiency
Long service life – over 50 years under standard operating conditions
Thermal fusion welding – leak-free, monolithic pipe joints
Domestic hot and cold water plumbing systems (PP-R)
Chemical fluid transfer in industrial plants (PP-H)
Drainage and HVAC piping systems (PP-B)
Solar thermal installations
Hospitals, hotels, and hygienic piping systems
Polypropylene pipes are produced using the extrusion process, where raw PP granules are melted, shaped, cooled, and cut into precise lengths.
Melting and pressurizing the material in the extruder
Shaping the melt through the die head
Calibration and sizing in the vacuum tank
Cooling in water tanks
Pulling with a haul-off unit
Precision cutting to required lengths
Run-out table and pipe discharge
Each stage must operate in harmony to ensure dimensional accuracy and surface quality.
Extruder with precise temperature and pressure control
PP-specific screw design to prevent polymer degradation
Interchangeable dies for multiple pipe diameters
High-performance vacuum system to avoid deformation
Slip-free chain haul-off system
Low-noise, high-precision cutting unit (circular or blade type)
PLC-based control panel for intelligent operation
As a recognized European brand in extrusion technology, EXTRUTEX delivers complete and scalable solutions for polypropylene pipe manufacturing.
Optimized for PP granule processing
High-precision PID temperature control
Energy-efficient operation
Production capacity up to 450 kg/h
Symmetrical melt flow design
Uniform output with precise wall thickness
Suitable for pipe diameters from 20 to 315 mm
Fast and uniform cooling performance
Dual vacuum pump system
Stainless steel construction for corrosion resistance
Heavy-duty, wear-resistant chains
Inverter-controlled speed regulation
Smooth, quiet operation
High precision for standard pipe lengths (3 m, 4 m, 6 m)
Fast cutting without chips or dust
Stainless steel frame with adjustable supports
Automatic stop sensors for safe operation
European-quality engineering at competitive pricing
Professional after-sales service and technical support
Readily available spare parts
Customizable solutions based on pipe size and capacity
Suitable for both established manufacturers and new entrants
With their superior technical characteristics and wide application range, polypropylene pipes represent a smart, future-proof choice for modern piping projects. Successful production, however, depends on precision, stability, and reliable extrusion equipment.
EXTRUTEX delivers exactly that—complete PP pipe extrusion lines engineered for consistency, efficiency, and long-term performance. From raw material to finished pipe, EXTRUTEX turns polypropylene into dependable infrastructure, built to last for decades.
What Are PERT Pipes and Where Are They Used?
PERT pipes (Polyethylene of Raised Temperature Resistance) are manufactured from a specially engineered polyethylene material designed to withstand elevated temperatures over long periods. These pipes are specifically developed for underfloor heating systems, domestic hot water plumbing, HVAC applications, and industrial processes that require reliable thermal resistance.
Unlike conventional PE pipes, PERT pipes maintain their mechanical integrity, dimensional stability, and performance under continuous high-temperature operation, making them a modern and cost-effective solution for thermal piping systems.
PERT pipes can continuously withstand temperatures up to 95 °C without deformation, loss of strength, or structural damage.
These pipes are highly flexible and can be bent easily, reducing the need for fittings. This results in faster installation, lower labor costs, and fewer potential leakage points.
Unlike metal pipes, PERT pipes have a smooth internal surface that prevents corrosion, scaling, and mineral buildup.
PERT pipes offer a service life exceeding 50 years, even under demanding temperature and pressure conditions.
Underfloor heating systems
Domestic hot and cold water plumbing
HVAC and climate control systems
Industrial pipelines for hot fluid transfer
| Feature | PERT Pipe | PEX Pipe | Metal Pipe |
|---|---|---|---|
| Temperature resistance | Very high | High | Medium to high |
| Flexibility | Excellent | Good | Poor |
| Ease of installation | Very easy | Easy | Difficult |
| Cost efficiency | Economical | Economical | Expensive |
| Scaling & corrosion | None | None | Present |
PERT pipes are produced using the extrusion process. In this method, PERT granules are fed into the extruder, where they are melted under controlled temperature and pressure. The molten material then passes through a specialized PERT die head, forming the pipe shape.
After extrusion, the pipe undergoes:
Vacuum calibration
Controlled cooling
Haul-off (pulling)
Precision cutting or coiling
The result is a dimensionally stable, smooth-surfaced, high-performance PERT pipe.
As a global leader in extrusion technology, EXTRUTEX provides fully integrated and specialized solutions for PERT pipe manufacturing.
| Equipment | Recommended Model | Description |
|---|---|---|
| Main extruder | ATP-93 or ATP-113 | Designed for PERT materials with capacities from 350 to 1100 kg/h |
| Pipe die head | PERT Mono-Layer Die | Optimized for uniform melt temperature and laminar flow |
| Calibration table | ACT 11000 | High-performance vacuum system with German vacuum pumps |
| Cooling tank | ACT Spray Tank | Stainless steel spray nozzles for uniform cooling |
| Haul-off unit | APS 30/SA1 | Dual or multi-clamp system depending on pipe diameter |
| Automatic cutter | APS 30/SA1 Cutter | High-precision length control |
| Run-out table | ATT-6 | Manual or automatic pipe collection |
| Winder / Coiler | For small diameters | Coil winding for small-diameter pipes |
Optimized and fully integrated design based on European standards
High flexibility for single-layer and multi-layer PERT pipe production
Comprehensive technical support and operator training
Energy-efficient systems with reduced production costs
PERT pipes are a smart and future-ready solution for applications requiring high thermal resistance, flexibility, and long-term reliability. Their use spans residential, commercial, and industrial sectors, offering consistent performance where traditional materials fall short.
By investing in advanced EXTRUTEX extrusion lines, manufacturers can produce PERT pipes with excellent dimensional accuracy, superior surface quality, and strong economic efficiency—turning thermal performance into a long-term competitive advantage.
| Nominal Pipe Diameter (mm) | Nominal Pressure 2.5 bar | Nominal Pressure 4 bar | Nominal Pressure 6 bar | Nominal Pressure 10 bar | Nominal Pressure 12.5 bar | Nominal Pressure 16 bar |
|---|---|---|---|---|---|---|
| 10 | 1.0 | 1.2 | 1.5 | 2.0 | 2.3 | 2.8 |
| 20 | 1.5 | 1.9 | 2.3 | 2.8 | 3.2 | 3.7 |
| 32 | 1.9 | 2.3 | 2.9 | 3.6 | 4.2 | 4.9 |
| 50 | 2.5 | 3.0 | 3.7 | 4.5 | 5.3 | 6.2 |
| 110 | 3.3 | 4.0 | 4.8 | 5.9 | 6.6 | 7.8 |
| 160 | 4.0 | 4.8 | 5.7 | 6.9 | 8.2 | 9.5 |
| 250 | 5.2 | 6.4 | 7.5 | 8.8 | 10.1 | 11.5 |
| 400 | 6.8 | 8.2 | 9.5 | 11.0 | 12.6 | 14.2 |
| 560 | 8.4 | 10.0 | 11.6 | 13.4 | 15.1 | 16.9 |
| 630 | 9.2 | 10.9 | 12.6 | 14.4 | 16.3 | 18.1 |
| 710 | 10.1 | 11.9 | 13.7 | 15.6 | 17.6 | 19.6 |
There are no reviews yet.
Polyethylene & Polypropylene Pipe Dies and Die Heads
(PE – PP – PPR – PEX)
Dies and die heads used for the extrusion of polyolefin pipes—including polyethylene (HDPE, LDPE, MDPE), polypropylene (PP), green pipes (PP-R), and PEX—are the beating heart of any polymer pipe production line. Their design is not a cosmetic choice; it is destiny. Precision in this section of the line directly governs melt homogeneity, surface finish, wall-thickness uniformity, final outer diameter, and even the mechanical and thermal performance of the finished pipe.
The die heads developed by our company are engineered using advanced design principles and CFD (Computational Fluid Dynamics) analysis. The melt flow path is optimized in three distinct stages, allowing the polymer to move calmly, evenly, and without internal conflict. The result is a pipe that behaves as it should—strong, smooth, and dimensionally stable.
This intelligent flow optimization delivers:
Uniform, stress-free melt distribution
High output at relatively low operating pressure
Exceptionally smooth internal surfaces, free of spiral lines or waviness
Dimensional stability in both thin-wall and thick-wall pipes
Improved resistance to impact and stress-induced cracking
In our POT-type dies, the molten polymer travels through three carefully engineered zones:
1. Primary Centering
The melt is initially divided and homogenized, ensuring early balance and symmetry in flow.
2. Distribution & Stabilization
Here, the flow is equalized and internal pressure is stabilized. Temperature and velocity gradients are minimized, preventing future defects before they are born.
3. Final Exit & Shaping
The melt enters the calibrator and takes its final form. The specially designed die tip reduces friction, eliminates vortices, and dramatically improves the internal surface quality of the pipe.
| Feature | Benefit for the Manufacturer |
|---|---|
| Uniform temperature distribution | Prevents polymer degradation and burning |
| High output at low pressure | Reduces energy consumption, increases productivity |
| Minimized hot spots | Extends die service life |
| Quick assembly & disassembly | Shorter downtime, faster maintenance |
| Compatibility with various extruders | Greater flexibility in multi-purpose lines |
| No leakage or weld lines | Superior mechanical integrity of pipes |
Our die heads are designed and precisely calibrated for the following materials:
HDPE – Water supply, sewage, and gas pipes (up to 20 bar)
LDPE / MDPE – Irrigation pipes, cable protection, flexible tubing
PP-R – Green pipes for hot and cold domestic water systems (up to 90 °C)
PEX – Cross-linked pipes for underfloor heating and building installations
| Material | Pipe Size (mm) | Die Type | Recommended Extruder Output (kg/h) | Typical Working Pressure (bar) |
|---|---|---|---|---|
| HDPE | 16 – 63 | Single-layer | 150 – 300 | 6 – 10 |
| HDPE | 75 – 250 | Spiral type | 300 – 600 | 8 – 12 |
| HDPE | 280 – 630 | Multi-flow | 500 – 1000 | 10 – 16 |
| PP-R | 20 – 63 | Compact head | 100 – 250 | 6 – 10 |
| PEX | 16 – 32 | Cross-link die | 80 – 150 | 6 – 8 |
| LDPE | 16 – 63 | Mini-die | 50 – 150 | 4 – 6 |
| PP | 20 – 160 | General die | 200 – 400 | 6 – 8 |
Thanks to the refined POT die design, pipes produced across all diameters exhibit perfectly smooth inner and outer surfaces. Wall thickness is controlled with high precision; even thin-wall pipes maintain excellent concentricity and uniformity without weak zones.
Critical die zones and die tips are equipped with precisely placed thermocouples and micro-controlled heating elements. This ensures thermal stability, consistent melt behavior, and a steady, repeatable output—hour after hour, shift after shift.
Melt flow rate (MFR / MFI) of the polymer
Compatibility with single-screw or twin-screw extruders
Use of multilayer dies for UV protection, antibacterial layers, or marking stripes
Selection of wear-resistant steel for abrasive or chemically aggressive compounds (PEX, additive-rich PP)
Proper exit angle and optimized number of radial flow channels
Our die heads are fully custom-engineered and tailored to each customer’s production needs. Available options include:
Specialized designs for three-layer pipes (e.g., UV + PE + antioxidant layers)
Side or direct inlets for auxiliary materials
Integrated water or oil cooling channels
Die heads equipped with automatic rotating motors for precise exit angle adjustment
In short: the melt flows calmly, the die works quietly, and the pipe leaves the line exactly as intended—clean, strong, and ready for a long working life.
In today’s world, modern piping systems demand technologies that deliver not only high performance, but also cost efficiency, long service life, low maintenance, and ease of installation. Among the most successful innovations in modern plumbing and piping is the PEX pipe (Cross-Linked Polyethylene).
Thanks to their outstanding mechanical strength, exceptional flexibility, long lifespan, and excellent resistance to corrosion and high temperatures, PEX pipes have secured a leading position in water supply systems, underfloor heating, and building installations worldwide.
From residential buildings to industrial facilities, PEX has become a material of choice where reliability and durability are non-negotiable.
PEX pipes are manufactured from cross-linked polyethylene, where polyethylene molecular chains are chemically bonded together to form a stable three-dimensional network. This cross-linked structure significantly enhances resistance to:
Thermal stress
Internal pressure
Chemical attack
Slow crack growth and long-term fatigue
There are three established technologies for cross-linking polyethylene:
PEX-a – Peroxide method
PEX-b – Silane method
PEX-c – Electron beam irradiation
All three types offer reliable performance; however, PEX-a is widely recognized for superior flexibility, uniform cross-linking, and overall material quality, making it the premium option for demanding applications.
Underfloor heating systems
Domestic hot and cold water distribution
High-temperature industrial piping
Residential and commercial building installations
High temperature resistance up to 95 °C (short-term up to 110 °C)
Excellent flexibility, ideal for complex and confined installations
Resistant to corrosion, scaling, and chemical degradation
Long service life of 50 years or more
Faster installation with significantly fewer fittings and joints
Producing high-quality PEX pipes requires an extrusion system capable of precise temperature control, uniform melt distribution, stable pressure, and efficient cross-linking integration. Since the extrusion process depends heavily on the selected cross-linking method, production lines must be flexible enough to handle different material behaviors and processing conditions.
Single-screw extruder with accurate thermal control and stable melt pressure
Die head with symmetrical flow design for uniform wall thickness
High-performance cooling systems (vacuum and spray tanks)
Precision haul-off units for accurate diameter and thickness control
Vibration-free cutting systems for clean, burr-free pipe ends
As a trusted name in extrusion technology across Europe and Asia, EXTRUTEX offers advanced, reliable, and production-ready solutions for PEX pipe manufacturing. Key recommendations include:
Suitable for PEX-a, PEX-b, and PEX-c production
Highly accurate temperature zone control to prevent polymer degradation
Production capacity up to 350 kg/h
Uniform melt flow distribution
Supports single-layer and multi-layer pipe structures
No internal spiral marks or flow lines
Dual-chamber configuration for enhanced cooling control
Optimized design to minimize pipe deformation
Wear-resistant chain system
Inverter-controlled speed for consistent pipe dimensions
Clean, precise cutting without dust or powder
Ideal for direct coupling and fitting installation
Stainless steel construction
Pneumatic and fully automated control
With their outstanding technical properties, PEX pipes are one of the most reliable and future-proof solutions for modern piping systems. To fully unlock their potential, manufacturers must rely on extrusion machinery that delivers precision, stability, and long-term operational reliability.
EXTRUTEX, backed by deep engineering expertise and proven industrial experience, provides extrusion solutions that not only meet production demands but also guarantee consistent product quality and long-term performance.
From melt to meter, EXTRUTEX ensures every PEX pipe leaving the line is ready for decades of service.
Comprehensive Review of Polypropylene (PP) Pipes and EXTRUTEX Recommended Solutions
Polypropylene (PP) pipes have earned a strong position in water supply, drainage, HVAC, and chemical processing systems thanks to their balanced blend of technical performance, economic efficiency, and environmental sustainability. Lightweight yet durable, chemically resistant yet easy to install, PP pipes are especially valued in regions where corrosion resistance and long service life are critical.
As production technology advances, modern extrusion systems have become essential for manufacturing high-quality PP pipes. In this article, we take a deep dive into the structure, properties, applications, advantages, and finally present EXTRUTEX’s technical recommendations for a reliable and efficient PP pipe production line—fully aligned with Google and Yoast SEO best practices.
Polypropylene is a thermoplastic polymer produced by the polymerization of propylene gas. It is known for its excellent chemical resistance, thermal stability, recyclability, and strong mechanical performance.
PP-H (Homopolymer):
Ideal for industrial applications requiring high temperature and chemical resistance
PP-R (Random Copolymer):
Widely used for domestic hot and cold water systems (commonly known as green pipes)
PP-B (Block Copolymer):
Suitable for low-pressure drainage and sewer systems
Each type is selected based on operating temperature, pressure requirements, and application environment.
High chemical resistance – suitable for acids, alkalis, and saline solutions
Thermal resistance up to 95 °C under continuous operation
Lightweight construction – easy handling and fast installation
Low surface roughness – reduced pressure loss and improved flow efficiency
Long service life – over 50 years under standard operating conditions
Thermal fusion welding – leak-free, monolithic pipe joints
Domestic hot and cold water plumbing systems (PP-R)
Chemical fluid transfer in industrial plants (PP-H)
Drainage and HVAC piping systems (PP-B)
Solar thermal installations
Hospitals, hotels, and hygienic piping systems
Polypropylene pipes are produced using the extrusion process, where raw PP granules are melted, shaped, cooled, and cut into precise lengths.
Melting and pressurizing the material in the extruder
Shaping the melt through the die head
Calibration and sizing in the vacuum tank
Cooling in water tanks
Pulling with a haul-off unit
Precision cutting to required lengths
Run-out table and pipe discharge
Each stage must operate in harmony to ensure dimensional accuracy and surface quality.
Extruder with precise temperature and pressure control
PP-specific screw design to prevent polymer degradation
Interchangeable dies for multiple pipe diameters
High-performance vacuum system to avoid deformation
Slip-free chain haul-off system
Low-noise, high-precision cutting unit (circular or blade type)
PLC-based control panel for intelligent operation
As a recognized European brand in extrusion technology, EXTRUTEX delivers complete and scalable solutions for polypropylene pipe manufacturing.
Optimized for PP granule processing
High-precision PID temperature control
Energy-efficient operation
Production capacity up to 450 kg/h
Symmetrical melt flow design
Uniform output with precise wall thickness
Suitable for pipe diameters from 20 to 315 mm
Fast and uniform cooling performance
Dual vacuum pump system
Stainless steel construction for corrosion resistance
Heavy-duty, wear-resistant chains
Inverter-controlled speed regulation
Smooth, quiet operation
High precision for standard pipe lengths (3 m, 4 m, 6 m)
Fast cutting without chips or dust
Stainless steel frame with adjustable supports
Automatic stop sensors for safe operation
European-quality engineering at competitive pricing
Professional after-sales service and technical support
Readily available spare parts
Customizable solutions based on pipe size and capacity
Suitable for both established manufacturers and new entrants
With their superior technical characteristics and wide application range, polypropylene pipes represent a smart, future-proof choice for modern piping projects. Successful production, however, depends on precision, stability, and reliable extrusion equipment.
EXTRUTEX delivers exactly that—complete PP pipe extrusion lines engineered for consistency, efficiency, and long-term performance. From raw material to finished pipe, EXTRUTEX turns polypropylene into dependable infrastructure, built to last for decades.
What Are PERT Pipes and Where Are They Used?
PERT pipes (Polyethylene of Raised Temperature Resistance) are manufactured from a specially engineered polyethylene material designed to withstand elevated temperatures over long periods. These pipes are specifically developed for underfloor heating systems, domestic hot water plumbing, HVAC applications, and industrial processes that require reliable thermal resistance.
Unlike conventional PE pipes, PERT pipes maintain their mechanical integrity, dimensional stability, and performance under continuous high-temperature operation, making them a modern and cost-effective solution for thermal piping systems.
PERT pipes can continuously withstand temperatures up to 95 °C without deformation, loss of strength, or structural damage.
These pipes are highly flexible and can be bent easily, reducing the need for fittings. This results in faster installation, lower labor costs, and fewer potential leakage points.
Unlike metal pipes, PERT pipes have a smooth internal surface that prevents corrosion, scaling, and mineral buildup.
PERT pipes offer a service life exceeding 50 years, even under demanding temperature and pressure conditions.
Underfloor heating systems
Domestic hot and cold water plumbing
HVAC and climate control systems
Industrial pipelines for hot fluid transfer
| Feature | PERT Pipe | PEX Pipe | Metal Pipe |
|---|---|---|---|
| Temperature resistance | Very high | High | Medium to high |
| Flexibility | Excellent | Good | Poor |
| Ease of installation | Very easy | Easy | Difficult |
| Cost efficiency | Economical | Economical | Expensive |
| Scaling & corrosion | None | None | Present |
PERT pipes are produced using the extrusion process. In this method, PERT granules are fed into the extruder, where they are melted under controlled temperature and pressure. The molten material then passes through a specialized PERT die head, forming the pipe shape.
After extrusion, the pipe undergoes:
Vacuum calibration
Controlled cooling
Haul-off (pulling)
Precision cutting or coiling
The result is a dimensionally stable, smooth-surfaced, high-performance PERT pipe.
As a global leader in extrusion technology, EXTRUTEX provides fully integrated and specialized solutions for PERT pipe manufacturing.
| Equipment | Recommended Model | Description |
|---|---|---|
| Main extruder | ATP-93 or ATP-113 | Designed for PERT materials with capacities from 350 to 1100 kg/h |
| Pipe die head | PERT Mono-Layer Die | Optimized for uniform melt temperature and laminar flow |
| Calibration table | ACT 11000 | High-performance vacuum system with German vacuum pumps |
| Cooling tank | ACT Spray Tank | Stainless steel spray nozzles for uniform cooling |
| Haul-off unit | APS 30/SA1 | Dual or multi-clamp system depending on pipe diameter |
| Automatic cutter | APS 30/SA1 Cutter | High-precision length control |
| Run-out table | ATT-6 | Manual or automatic pipe collection |
| Winder / Coiler | For small diameters | Coil winding for small-diameter pipes |
Optimized and fully integrated design based on European standards
High flexibility for single-layer and multi-layer PERT pipe production
Comprehensive technical support and operator training
Energy-efficient systems with reduced production costs
PERT pipes are a smart and future-ready solution for applications requiring high thermal resistance, flexibility, and long-term reliability. Their use spans residential, commercial, and industrial sectors, offering consistent performance where traditional materials fall short.
By investing in advanced EXTRUTEX extrusion lines, manufacturers can produce PERT pipes with excellent dimensional accuracy, superior surface quality, and strong economic efficiency—turning thermal performance into a long-term competitive advantage.
| Nominal Pipe Diameter (mm) | Nominal Pressure 2.5 bar | Nominal Pressure 4 bar | Nominal Pressure 6 bar | Nominal Pressure 10 bar | Nominal Pressure 12.5 bar | Nominal Pressure 16 bar |
|---|---|---|---|---|---|---|
| 10 | 1.0 | 1.2 | 1.5 | 2.0 | 2.3 | 2.8 |
| 20 | 1.5 | 1.9 | 2.3 | 2.8 | 3.2 | 3.7 |
| 32 | 1.9 | 2.3 | 2.9 | 3.6 | 4.2 | 4.9 |
| 50 | 2.5 | 3.0 | 3.7 | 4.5 | 5.3 | 6.2 |
| 110 | 3.3 | 4.0 | 4.8 | 5.9 | 6.6 | 7.8 |
| 160 | 4.0 | 4.8 | 5.7 | 6.9 | 8.2 | 9.5 |
| 250 | 5.2 | 6.4 | 7.5 | 8.8 | 10.1 | 11.5 |
| 400 | 6.8 | 8.2 | 9.5 | 11.0 | 12.6 | 14.2 |
| 560 | 8.4 | 10.0 | 11.6 | 13.4 | 15.1 | 16.9 |
| 630 | 9.2 | 10.9 | 12.6 | 14.4 | 16.3 | 18.1 |
| 710 | 10.1 | 11.9 | 13.7 | 15.6 | 17.6 | 19.6 |
By submitting your email, you agree to our company’s terms and conditions.
We are not looking to sell; we are here to provide you with the best support and service.
Contact available 24/7
Please do not contact us for advertising or sales inquiries
All rights of this website are reserved for EXTRUTEX Austria and its partner companies, © 2025
-
(0 customer reviews)